





Product Main Parameters
| Parameter | Specification |
|---|---|
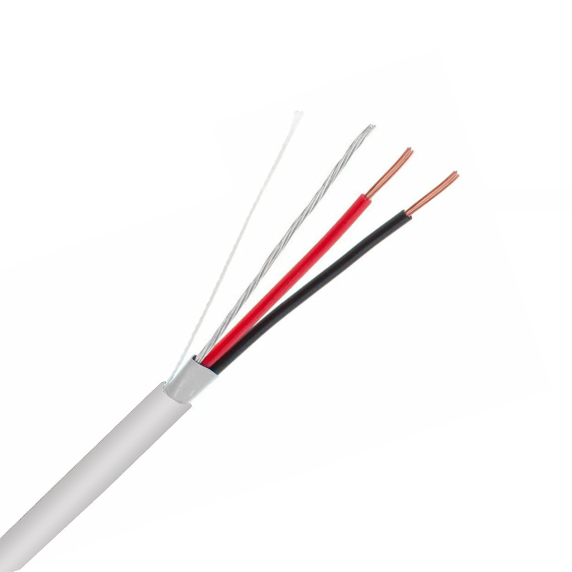
| Conductor | Bare Copper Solid or Stranded |
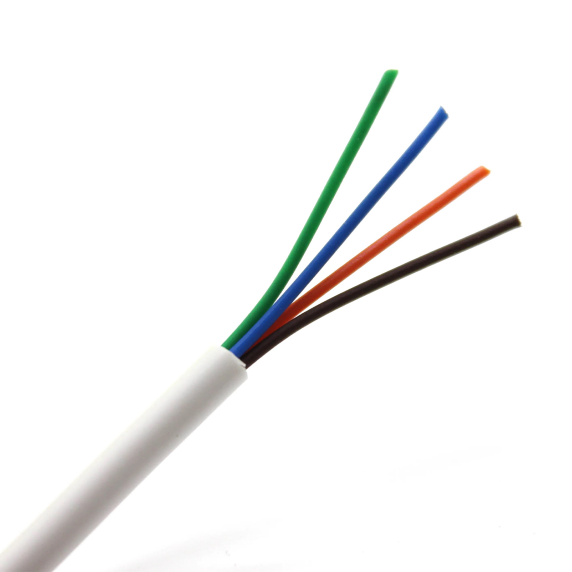
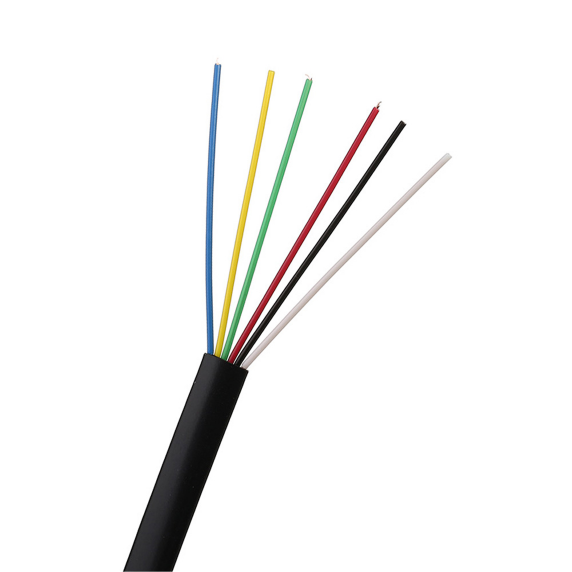
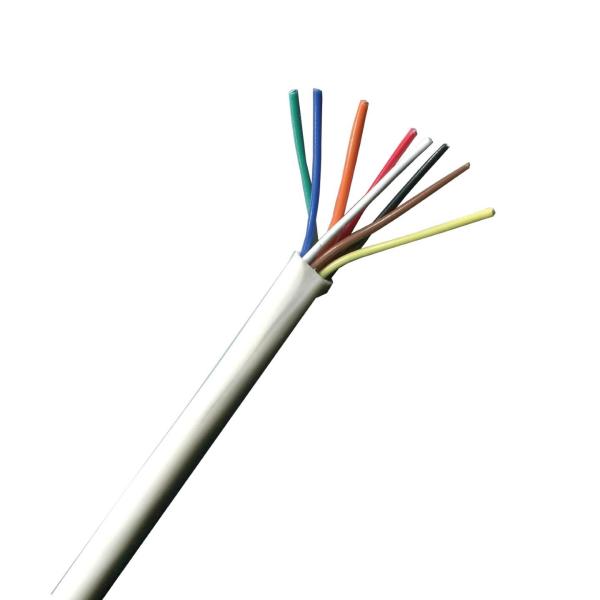
| Core | 2/4/6/8/10/12 |
| Insulation | PVC (Polyvinyl Chloride) Flame Retardant |
| Jacket | PVC, PE, or LSZH Flame Retardant |
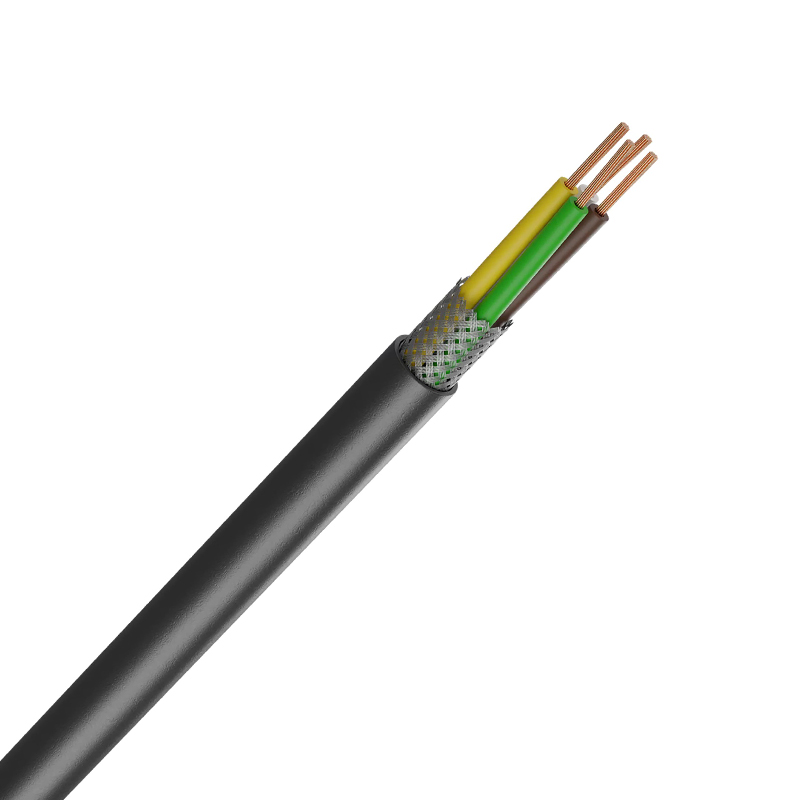
| Shielding | Aluminum/Polyester, Foil 110% Coverage |
| Drain Wire | Bare Copper Solid or Stranded |
Common Product Specifications
| Feature | Detail |
|---|---|
| Color | White |
| Usage | Wiring burglar & Security alarm |
| Logo | OEM |
| Origin | Hangzhou, Zhejiang |
Product Manufacturing Process
Our alarm system cable manufacturing process integrates advanced technology and strict quality control measures. According to authoritative papers, cables are manufactured by combining precision-engineered copper conductors with high-quality insulation materials such as PVC and LSZH. The process begins with strands of copper wire being twisted together or maintained as solid conductors. Insulation is applied using extrusion techniques that ensure uniform protection against environmental factors. The cables are then shielded with aluminum or polyester foil for effective noise reduction. Rigorous testing ensures compliance with industry standards like IEC, guaranteeing durability and performance. This process culminates in robust cables suitable for a myriad of alarm system applications.
Product Application Scenarios
According to industry studies, alarm system cables play a pivotal role across various security settings, from residential homes to large industrial complexes. These cables are integral in connecting sensors, detectors, and communication devices with the control panel of alarm systems. They provide reliable transmission pathways for signals and power, essential for systems tasked with immediate threat detection and notification. In commercial settings, the cables are particularly utilized for complex systems requiring multi-core connectivity, facilitating streamlined installations with minimal interference. The diversity in cable types, such as UTP and STP, allows for tailored solutions depending on environmental conditions and installation requirements.
Product After-Sales Service
- 1-Year Warranty against manufacturing defects
- 24/7 Customer Support through multiple channels
- Easy return policy for defective products
- Access to comprehensive installation guides and troubleshooting tips
Product Transportation
- Secure packaging to prevent damage during transit
- Partnered with reliable logistics services for on-time delivery
- Option for express shipping as per customer requirements
- Tracking options available for all shipments
Product Advantages
- High-quality materials ensuring long-term durability
- Compliant with global standards such as IEC for safety and performance
- Customizable solutions available for OEM requirements
- Efficient production capacity ensuring quick lead times
Product FAQ
- What types of cables does your factory produce? We manufacture a variety of alarm system cables including UTP, STP, multi-core, coaxial, and fire-rated cables, each designed for specific applications and environments.
- How do I choose the right alarm system cable? Consider factors such as installation environment, required flexibility, and interference levels. Our experts can guide you to the most suitable option for your needs.
- Are your products compliant with international standards? Yes, all our alarm system cables comply with ISO9001, RoHS, CE, and IEC standards, ensuring quality and safety.
- Can you provide custom cable solutions? Absolutely, we offer OEM services to produce cables tailored to specific requirements, including branding and specifications.
- What is the minimum order quantity for alarm system cables? The minimum order is 30km, catering to bulk needs efficiently.
- How are the cables packaged for shipping? Products are securely packaged in standard export packaging, ensuring they reach their destination undamaged.
- What is the typical delivery time for orders? Delivery times depend on the order size but typically range from a few days to a couple of weeks.
- Do you offer technical support for installation? Yes, our team provides comprehensive support through guides and direct assistance to ensure a smooth installation process.
- What is the warranty policy for your products? We offer a 1-year warranty on all our alarm system cables against any manufacturing defects.
- How can I track my order? Once shipped, you will receive a tracking number to monitor the progress of your delivery through our logistics partner.
Product Hot Topics
- Importance of Shielded Cables in Alarm Systems
Shielded cables are crucial in alarm systems for their ability to reduce electromagnetic interference, which is common in environments with various electronic devices. By minimizing interference, these cables ensure that the alarm signals remain clear and quickly transmitted to the control panel. This is particularly important in industrial settings where machinery may disrupt signal quality. Investing in shielded cables from a reputable factory like Aston Cable ensures peace of mind over signal integrity.
- Choosing the Right Factory for Your Alarm System Cables
Selecting the right factory for sourcing your alarm system cables plays a significant role in the effectiveness of your security system. A factory with extensive experience, advanced production capabilities, and adherence to international standards provides the reliability needed in critical installations. Aston Cable is recognized for its quality, compliance, and dedication to customer satisfaction, making it a preferred choice for many security solutions providers.
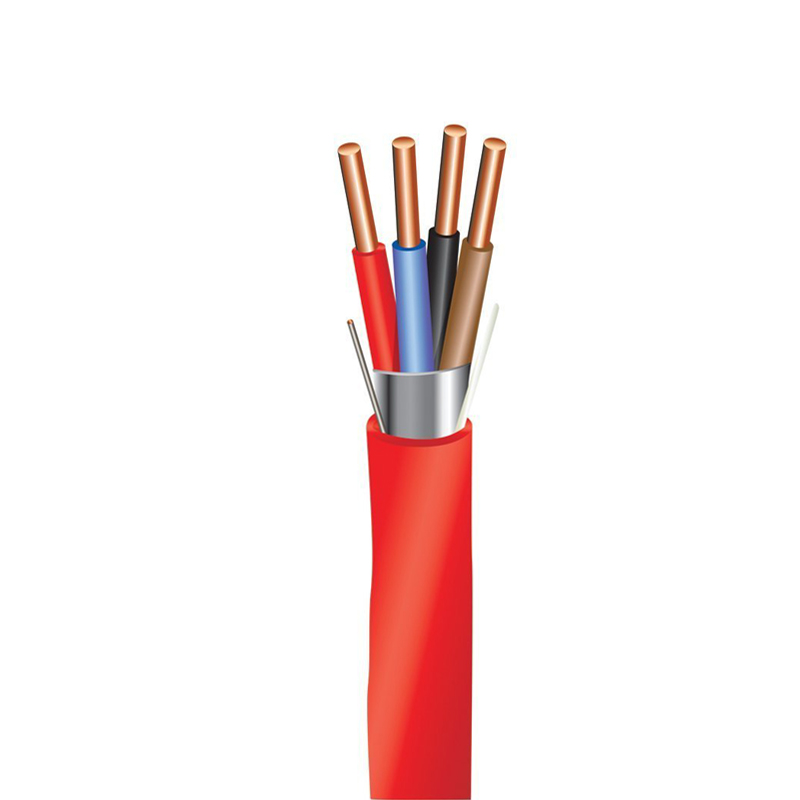
- The Role of Fire-Rated Cables in Safety Systems
Fire-rated cables are an integral part of safety systems, particularly in environments prone to high heat or fire risks. These cables maintain functionality even at elevated temperatures, ensuring the uninterrupted operation of alarm systems during emergencies. Our factory specializes in producing fire-rated cables that conform to the stringent requirements of fire safety standards, providing an extra layer of protection for both property and lives.
- Understanding Multi-Core Cables for Complex Security Setups
Multi-core cables are highly advantageous in complex security setups where multiple devices need concurrent connections. They reduce installation clutter and simplify maintenance, as a single cable can serve various functions. Our factory produces robust multi-core alarm system cables designed to facilitate efficient system integration, ensuring each component communicates flawlessly with the control system.
- Evaluating the Cost-Effectiveness of Alarm System Cables
When evaluating alarm system cables, cost-effectiveness should not only consider the price but also the long-term performance and reliability the cable provides. While copper-clad aluminum may offer initial cost savings, pure copper options from a reputable factory like Aston Cable offer superior conductivity and durability over time, reducing repair and replacement costs and thus presenting better value.
- Installation Tips for Alarm System Cables
Successful installation of alarm system cables from our factory requires planning and adherence to best practices. This includes ensuring minimal cable length to reduce signal loss, using appropriate shielding for interference-heavy environments, and adhering to safety codes such as using fire-rated cables where necessary. Proper installation maximizes performance and lifespan, ensuring a reliable security system.
- Latest Trends in Security Cables
Technological advancements are continually evolving the landscape of security cables. Recent trends highlight the increasing adoption of hybrid cables that combine power and data cables, simplifying installations and optimizing space usage. Our factory stays at the forefront of these trends, offering cutting-edge solutions like composited cables that cater to modern security needs.
- Comparing UTP and STP Alarm System Cables
Understanding the differences between UTP (Unshielded Twisted Pair) and STP (Shielded Twisted Pair) cables is crucial to choosing the right option for your security system. While UTP cables are cost-effective and sufficient for low-interference environments, STP cables offer enhanced protection against electromagnetic interference, making them ideal for installations near electronics that might cause disruptions. Our factory offers both types, providing suitable options for various installation needs.
- The Impact of Technology on Cable Manufacturing
The integration of advanced technology in cable manufacturing has significantly improved product quality and efficiency. Automation and precision engineering allow for greater uniformity in conductor and insulation application, ensuring high-performance outputs. Aston Cable's factory incorporates these technologies, ensuring our alarm system cables meet the high standards expected by modern security applications.
- Why OEM Cable Solutions Matter
OEM (Original Equipment Manufacturer) cable solutions are essential for businesses that require customized specifications and branding opportunities. Partnering with a factory capable of delivering bespoke cable solutions ensures clients receive products that precisely meet their design and functional requirements. Aston Cable's OEM services offer flexibility and tailored features, ensuring each client receives a unique product that aligns with their strategic goals.
Image Description
Featured Products
-
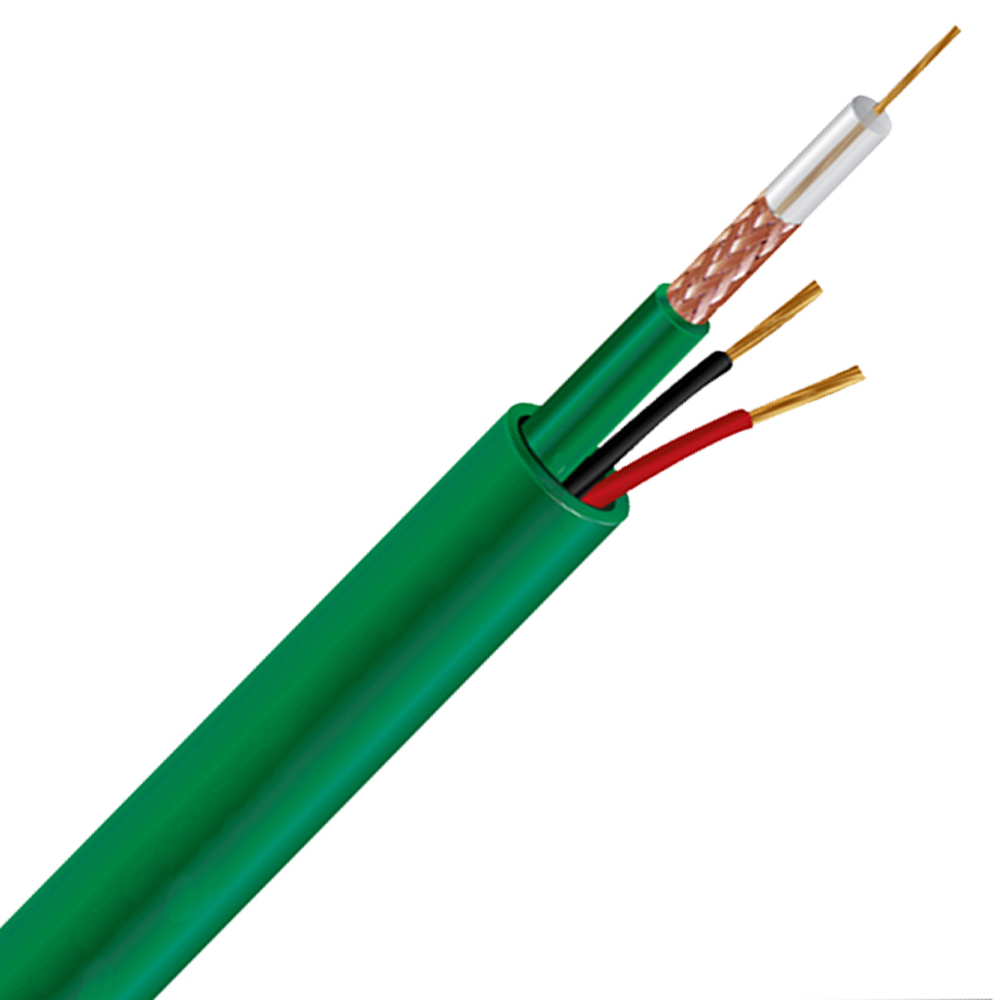
Premium RG59 Siamese Coaxial Cable with Power for CCTV System South Africa - Aston Cable
-

Superior Quality RG11 Satellite Cable – Copper Coaxial Cable 100m for CATV Antenna
-
High-quality Fire Resistant Security Cable Lock with Alarm from Aston Cable
-

Premium Quality Coaxial Copper Cable: Aston Cable's RG59 75ohm
-
"Secure and Reliable RG11 Coaxial Cable for Sale at Aston Cable"
-
Aston Cable's UTP Solid Fire Alarm Cable: An Exceptional Choice of CY Flexible Control Cable