





Product Main Parameters
| Parameter | Specification |
|---|---|
| Voltage Rating | 300/500V |
| Test Voltage | 4kV |
| Temperature Rating | Fixed: -40°C to 80°C, Flexed: -5°C to 70°C |
| Minimum Bending Radius | Fixed: 4 × overall diameter, Flexed: 12.5 × overall diameter |
Common Product Specifications
| No. of cores | Nominal area (mm²) | Nominal weight (kg/km) |
|---|---|---|
| 2 | 0.75 | 79.3 |
| 3 | 1.5 | 110 |
| 4 | 4 | 332 |
| 5 | 6 | 525 |
| 7 | 0.75 | 147 |
| 12 | 1.5 | 365 |
| 18 | 0.75 | 322 |
Product Manufacturing Process
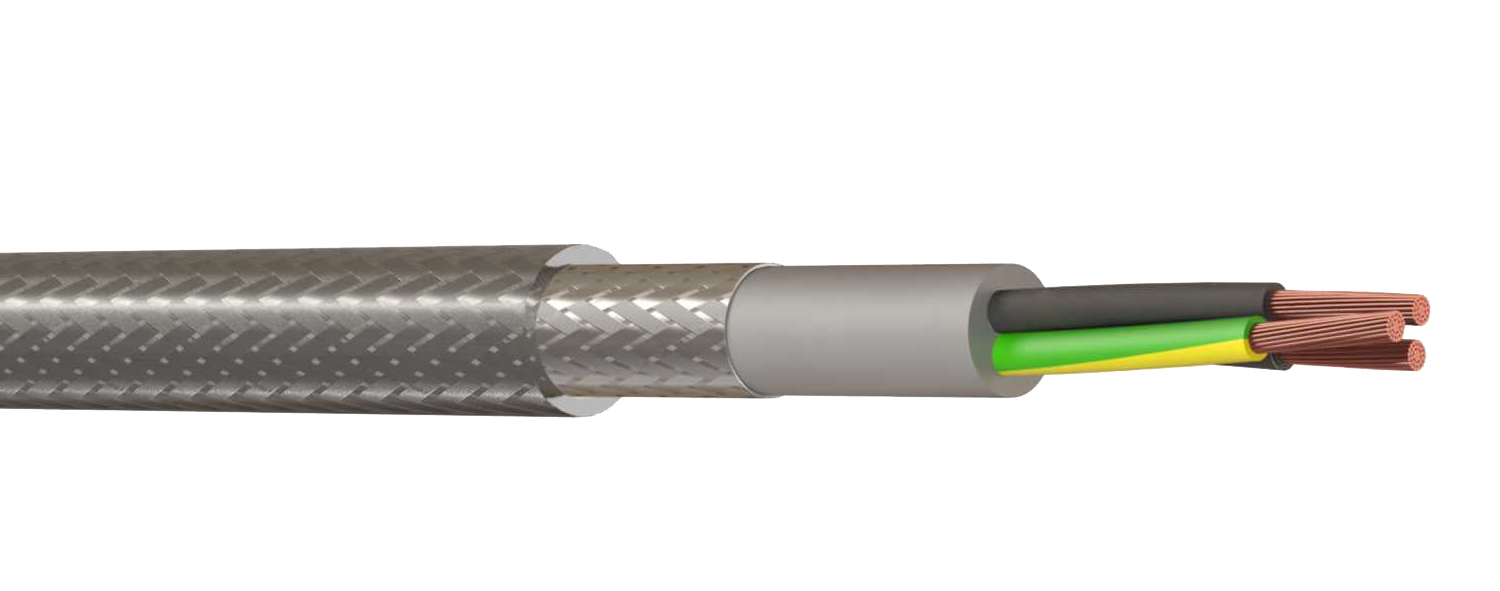
This multicore control cable's manufacturing process involves several critical phases: copper conductor preparation, insulation, sheathing, and shielding. Each phase employs advanced machinery to maintain the quality and durability of the final product. Initially, the conductors are manufactured using annealed plain copper which offers excellent flexibility. The insulating process incorporates materials such as PVC to provide thermal and chemical resistance. The galvanised steel wire braid adds mechanical strength and shielding to prevent EMI. The final sheath is applied, enhancing durability against environmental factors. As per authoritative studies, these processes are crucial to ensure the high performance and safety standards adhered to in the factory.
Product Application Scenarios
Multicore control cables are utilized across various industries due to their efficiency in transmitting control signals and power. In automotive manufacturing, they integrate complex electrical systems within vehicles. Industrial environments benefit from their robust performance in automation, connecting machinery to control units. Telecommunications rely on these cables for seamless data transmission across networks. In residential setups, they aid in smart home technology, connecting various automated systems. Research highlights that multicore cables are essential for improving operational efficiency, reducing installation time, and minimizing space requirements, making them invaluable in modern infrastructure.
Product After-Sales Service
We provide comprehensive after-sales support for our multicore control cable products. Customer satisfaction is paramount, thus we offer technical assistance, installation guidance, and replacement services should any faults occur within the warranty period. Our technical team is available to troubleshoot any issues and ensure optimal cable performance.
Product Transportation
The transportation process for our multicore control cables is meticulously managed to guarantee the integrity and safety of the products. We utilize sturdy, export-quality packaging to protect cables during transit. Our logistics partners ensure timely and secure delivery to any specified location worldwide.
Product Advantages
- Space Efficiency: Combines multiple cores within a single sheath for organized layouts.
- Cost-Effective: Reduces material and installation costs compared to multiple single-core cables.
- Durability: Robust construction ensures resilience to environmental and mechanical stressors.
- EMI Protection: Shielded variants prevent interference from external electromagnetic sources.
Product FAQ
- What is the voltage rating of the multicore control cable? Our multicore control cables have a voltage rating of 300/500V, suitable for various industrial applications.
- Can this cable be used outdoors? No, this cable is not designed for outdoor or underground usage.
- What materials are used for insulation? Insulation is primarily PVC, with options like PE or XLPE for specific requirements.
- How do multicore control cables reduce installation time? By consolidating multiple wires into one, installation is quicker and more straightforward.
- Is the cable flexible for tight spaces? Yes, it is designed with high flexibility to accommodate challenging layouts.
- What industries commonly use this cable? Automotive, industrial automation, telecommunications, and smart home industries.
- Does the cable provide EMI protection? Yes, shielded variants offer excellent EMI resistance.
- What is the estimated lifespan of these cables? Our cables are manufactured for longevity, often lasting several years under normal conditions.
- Are custom lengths available? Yes, we offer OEM services to tailor cable lengths and specifications to customer needs.
- How is maintenance simplified? Fewer individual wires mean streamlined troubleshooting and quicker maintenance.
Product Hot Topics
- How does the Aston factory maintain quality control for multicore control cables? At Aston, we implement stringent quality control measures at each production phase. Our factory is equipped with advanced testing equipment to ensure each cable meets industry standards. Regular audits and adherence to ISO certifications further uphold our commitment to quality. Our experienced team regularly reviews processes and integrates feedback to optimize cable performance and customer satisfaction.
- What are the environmental impacts of multicore control cables produced at Aston factory? The Aston factory is dedicated to minimizing its environmental footprint. Our production processes comply with RoHS and other eco-friendly standards to minimize hazardous substances. We actively seek sustainable materials and energy-efficient manufacturing practices. This commitment not only contributes to environmental preservation but also assures our customers of responsible sourcing and production practices.
- Why is shielding important in multicore control cables manufactured at Aston factory? Shielding in our multicore cables plays a crucial role in minimizing electromagnetic interference. Our factory incorporates high-quality materials like aluminium foil or braided copper for effective shielding. This feature is essential for applications where sensitive electronic signals must be protected from external noise, maintaining signal integrity and performance.
- How does the Aston factory address customer feedback on multicore control cables? Customer feedback is pivotal in shaping our product development and improvement strategies. The Aston factory prioritizes open communication channels for clients to share their experiences. We analyze feedback to identify trends and implement necessary improvements, ensuring our products consistently meet or exceed user expectations.
- What are the latest advancements in multicore control cable technology at the Aston factory? Our factory continually integrates cutting-edge technology to enhance cable durability, flexibility, and performance. Recent developments include advancements in insulation materials, improved shielding techniques, and enhanced conductor designs. These innovations aim to meet evolving industry demands and maintain Aston's position as a leading cable manufacturer.
- How does the Aston factory ensure the safety of multicore control cables during transportation? We take extensive measures to secure our cables during transit. Our factory uses robust packaging systems that withstand transport stresses, maintaining the product's condition upon arrival. Additionally, we collaborate with reliable logistics companies to monitor and ensure timely, safe deliveries to clients globally.
- What role does the Aston factory play in supporting global industries through multicore control cables? Our cables are crucial in powering and controlling diverse industries worldwide. The Aston factory’s commitment to quality and innovation ensures that our products meet the dynamic needs of sectors such as automotive, telecommunications, and industrial automation, facilitating growth and operational efficiency.
- What is unique about the multicore control cables manufactured by the Aston factory? Aston's multicore control cables stand out due to their meticulous design and manufacturing that emphasize flexibility, reliability, and EMI protection. Our commitment to quality, coupled with customizable features, positions our cables as a preferred choice for complex applications requiring superior performance.
- How does the Aston factory cater to specific client needs for multicore control cables? We offer custom manufacturing services to align with client-specific requirements. This includes tailoring cable lengths, materials, and other specifications to integrate seamlessly with their systems. Our collaborative approach ensures client satisfaction and optimal performance in diverse applications.
- What future trends in multicore control cable manufacturing is the Aston factory focusing on? The Aston factory is exploring trends such as increased sustainability, enhanced digital integration, and advanced material science to future-proof our products. We aim to adapt to new industry standards and technological advancements to maintain leadership in cable manufacturing.
Image Description
Featured Products
-

Aston Cable's Premium CAT5 UTP LAN Cable: Enhanced Data Transmission
-

Aston Cable's 4 Core Coaxial Cable - Premium Quality RG59 75ohm Variants
-

Aston Cable's Superior FPLR Cable: RG59 Cable with BNC+DC for CCTV Systems
-

Aston Cable's CAT6 RG6 Copper Coaxial: High-Performance Antenna Cable
-

High-Performance 14AWG RG11 Coaxial Cable – An Upgrade To The Typical Types Of Cat6a Cable.
-

Manufacturer: Cat6 PoE Ethernet Patch Cord with Shielded RJ45