





Product Main Parameters
| Parameter | Details |
|---|---|
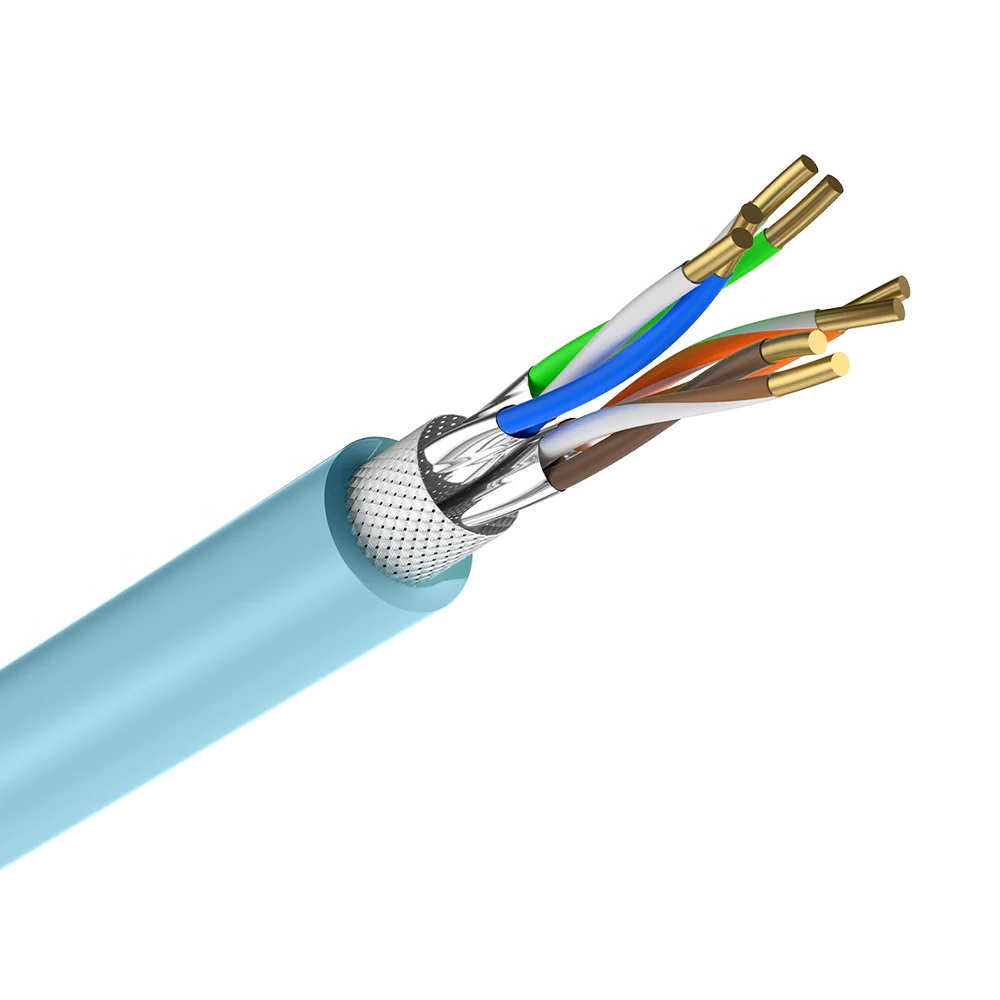
| Type | CAT5E U/UTP |
| Jackets | PVC, PE |
| Conductor | 24AWG Bare Copper/CCA |
| Color | Customized |
| Origination | Hangzhou, Zhejiang, China |
Product Specifications
| Specification | Details |
|---|---|
| Insulation | HDPE, Flame Retardant |
| Outer Jacket | PVC & PE or PVC & PVC |
| Shielding | None |
| MOQ | 50KM |
| Daily Output | 200KM |
Product Manufacturing Process
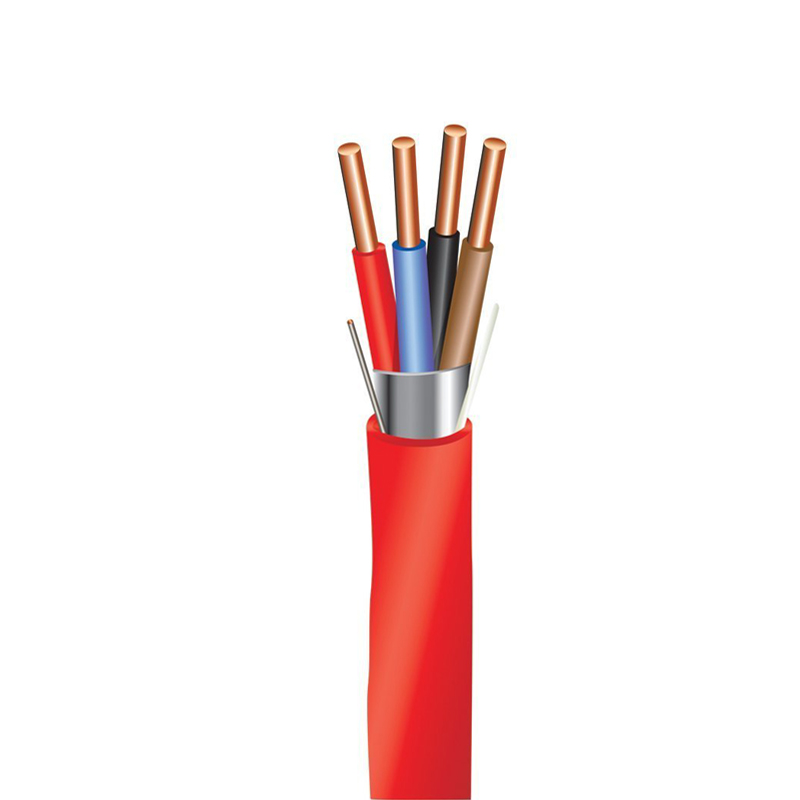
The manufacturing process of fire resistant cables involves meticulous attention to the selection of materials and production techniques to ensure high performance. According to authoritative sources, fire resistant cables are engineered with mica tape insulation and low-smoke zero halogen (LSZH) compounds to withstand extreme temperatures. The primary objective of the process is to enhance the circuit integrity and provide reliable operation during fires. Modern cables undergo rigorous testing, including exposure to fire alone and in combination with mechanical shock and water. The effectiveness of this process is evident in their application across various critical infrastructure, ensuring safety and performance reliability.
Product Application Scenarios
Fire resistant cables are integral to safety systems in numerous environments, as detailed in industry papers. They are essential in transport infrastructure, hospitals, and emergency systems where continuous operation during a fire is vital. In tunnels and airports, these cables support the maintenance of power and communication lines, ensuring operational safety. Emergency lighting and fire alarm systems rely on fire resistant cables to function under harsh conditions, facilitating safe evacuations. Thus, these cables are not just a product but a critical component in the protection of human life and property.
Product After-Sales Service
- 24/7 Customer Support
- Warranty and Replacement Services
- Technical Consultation
- Installation Guidance
Product Transportation
Our fire resistant cables are packed in standard export packaging for secure transportation. We ensure timely delivery through Ningbo port, maintaining product integrity until it reaches the customer.
Product Advantages
- Maintains circuit integrity during fire
- UV resistant double jackets for durability
- Eco-friendly with low smoke emissions
- High mechanical strength and moisture resistance
Product FAQ
- Q: What materials are used in fire resistant cables?
A: Our manufacturer uses copper or CCA conductors with mica tape insulation and LSZH outer sheathing to ensure fire resistance and safety. - Q: How long can fire resistant cables maintain functionality?
A: Depending on the design, these cables can sustain operation for 30, 60, or even 120 minutes during exposure to fire. - Q: What standards do your fire resistant cables comply with?
A: Aston's fire resistant cables comply with BS 6387, IEC 60331, and EN 50200 standards, ensuring superior performance under fire conditions. - Q: Where are these cables manufactured?
A: All our fire resistant cables are meticulously manufactured in Hangzhou Linan City, ensuring high quality and compliance with international standards. - Q: Why do you use double jackets?
A: Double jackets with PVC inside and PE outside are used for better UV resistance and to prevent issues during cable heating, making them ideal for outdoor use. - Q: Can these cables be used indoors?
A: Yes, the PVC layer provides flexibility suitable for indoor applications, making them adaptable for various environments. - Q: What is the MOQ for orders?
A: The minimum order quantity for our fire resistant cables is 50KM, allowing us to accommodate both large and small projects efficiently. - Q: Are custom colors available?
A: Yes, we offer customized color options to meet specific requirements, reflecting our commitment as a leading manufacturer in the field. - Q: How do fire resistant cables protect against smoke?
A: Our LSZH materials minimize toxic smoke emissions, enhancing the safety of individuals during fire incidents. - Q: Do you provide installation support?
A: Yes, our after-sales services include technical consultation and installation guidance to ensure optimal performance of our cables.
Product Hot Topics
- Why is Fire Resistance Crucial in Cable Manufacturing?
The importance of fire resistant cables in manufacturing cannot be overstressed. As a manufacturer, prioritizing fire resistance in cables caters to the safety requirements in infrastructures. These cables are designed to maintain circuit integrity even in the harshest fire conditions, protecting both lives and property. Fire resistance serves as a crucial factor in preventing catastrophic failures during emergencies, and manufacturers who focus on this aspect are contributing significantly to public safety. - Understanding the Role of UV Resistance in Cables
Aston Cable's implementation of UV resistant materials in our fire resistant cables marks an advancement in their durability and application versatility. By manufacturing cables with a double jacket of PVC and PE, they can withstand prolonged exposure to sunlight and harsh weather conditions. This ensures they remain functional in outdoor settings, meeting the rigorous demands of modern infrastructure. As a manufacturer, Aston Cable is committed to delivering reliable and long-lasting solutions. - The Evolution of Fire Resistant Cable Standards
The development of fire resistant cable standards has been pivotal in enhancing the performance and reliability of these products. As a leading manufacturer, Aston Cable ensures compliance with standards like BS 6387 and IEC 60331, which dictate the minimum performance requirements during fire scenarios. The adherence to such protocols establishes trust with consumers and guarantees that the cables provide essential functions when most needed. - Long-Term Benefits of Fire Resistant Cables
Investing in fire resistant cables manufactured by Aston Cable offers both immediate and long-term advantages. Not only do they ensure safety during emergencies, but their robust construction also promises longevity under daily use. This investment translates to fewer replacements and maintenance needs over time, reflecting savings for businesses and peace of mind for consumers. - Environmental Impact of Fire Resistant Cables
Utilizing LSZH materials in the manufacturing of fire resistant cables significantly reduces environmental and health hazards. By producing minimal toxic smoke during fires, these cables ensure safer evacuation routes and lower the risk of respiratory hazards. Aston Cable's commitment to eco-friendly manufacturing practices leads to products that support global safety standards. - The Debate: PE vs. PVC in Cable Jackets
While both PE and PVC materials have their respective advantages, the choice between them depends on specific application needs. As a manufacturer, Aston Cable provides options for both, with PVC offering flexibility for indoor use and PE offering enhanced UV and fire resistance for outdoor applications. This dual approach ensures that customers receive tailored solutions for their unique situations. - Adaptability of Fire Resistant Cables in Various Environments
Aston Cable's fire resistant cables exhibit remarkable adaptability across different environments. From transport infrastructure to hospitals, their design accommodates both heavy-duty outdoor needs and sensitive indoor applications. This versatility is a testament to the manufacturer's innovative approach, ensuring safety and reliability regardless of the setting. - The Future of Fire Resistant Cable Manufacturing
As technology advances, the future of fire resistant cable manufacturing will see enhanced materials and smarter designs. Aston Cable is at the forefront of these developments, continually seeking ways to improve performance and safety features. The integration of cutting-edge technology will likely lead to even more efficient and reliable fire resistant solutions. - Customer Feedback: Why Choose Aston Cable
Feedback from our loyal customers highlights the reliability and performance of Aston Cable's products. Their trust in our fire resistant cables stems from consistent quality and a robust after-sales service that supports them long after purchase. As a trusted manufacturer, we value this relationship and strive to meet and exceed expectations continuously. - Meeting the Challenges of Modern Infrastructure
Modern infrastructure demands cables that are both durable and safe. Aston Cable, a leading manufacturer, delivers fire resistant cables that meet these challenges head-on, ensuring stable operations in critical environments. By proactively addressing these demands, we are paving the way for safer and more reliable infrastructure worldwide.
Image Description


Featured Products
-

High-Quality CAT6 Jelly Filled Cable for Enhanced Network Performance | Aston Cable
-

High-Quality CAT6 Cable 305m for Reliable Networking Solutions
-
Premium Quality 2 Core Fire Alarm Cable at Astonishing Prices
-
Aston Cable's Premium RG11 Coaxial Cable for Sale - An Essential for Unrivaled Connectivity
-

RG6 CCTV Cable Manufacturer High Performance Copper
-
Suppliers of CCAM Enhanced Cat6a Network Cable