





Product Main Parameters
| Parameter | Details |
|---|---|
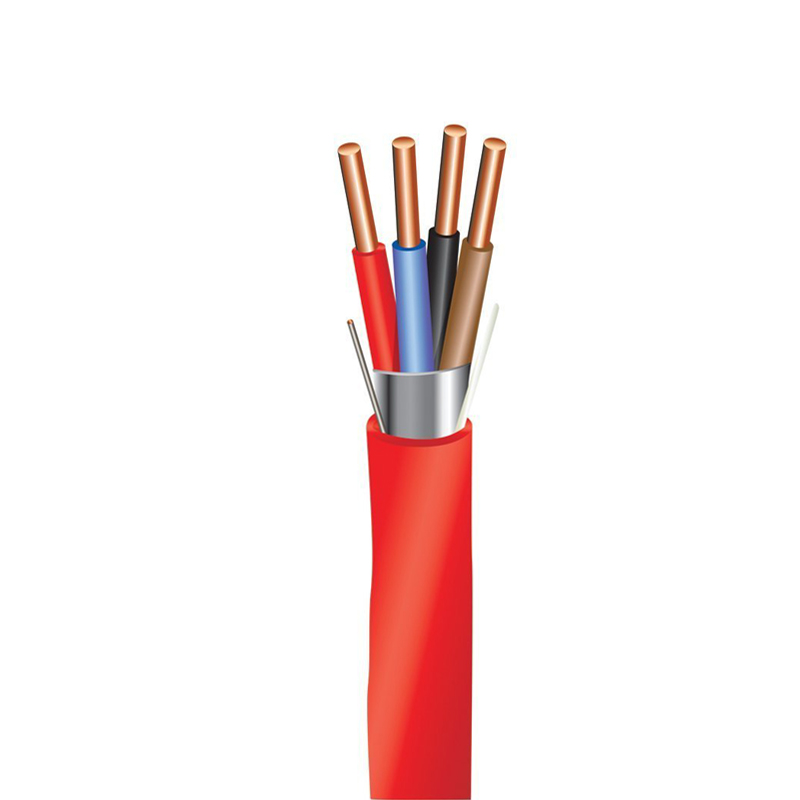
| Conductor | Solid bare copper |
| Insulation | 18-16AWG 14-12AWG |
| Jacket | Low smoke PVC |
| Shield | Aluminum Mylar |
| Voltage Rating | 300V |
| Temp. Rating | -5℃ to 75℃ |
| Drain Wire | 24 AWG |
Common Product Specifications
| Specification | Details |
|---|---|
| Place of Origin | China |
| Brand Name | ASTON or OEM |
| Certification | SGS CE ROHS ISO9001 |
| Coaxial Cable Daily Output | 200KM |
| MOQ | 30km |
| Color | Red |
| Usage | Wiring burglar & Security alarm |
| Logo | OEM |
| Industrial Use | Fire Security cable |
Product Manufacturing Process
The manufacturing process of Aston Cable's factorys 2 core alarm cable involves several meticulously controlled stages to ensure quality and compliance with industry standards. Initially, high-purity copper is selected and drawn into wires which form the conductors due to copper's excellent conductivity. These copper conductors are then coated with insulating materials like PVC or PE, designed to prevent electrical shorts and provide necessary environmental protection. An outer sheath made of durable PVC is applied, offering additional resistance to mechanical damage and environmental conditions. In the final stage, the cables undergo rigorous testing to ensure they meet or exceed IEC standards, providing reliability and safety in usage. The end result is a cable that not only performs under normal conditions but is also resilient enough to function during critical situations, such as fire emergencies.
Product Application Scenarios
The factorys 2 core alarm cable by Aston Cable is ideal for a variety of low-voltage applications, particularly in security and communication systems. Its primary application lies in security alarm systems where it connects sensors and control panels, ensuring seamless communication between components. Additionally, the cable is effective in intercom systems within residential or commercial buildings, transmitting audio signals efficiently. It is also crucial in door entry systems, facilitating secure communication between entry points and interior units. The product is designed to function optimally in diverse conditions, making it suitable for both indoor and outdoor installations. Its resilience against environmental factors such as moisture and temperature fluctuations highlights its versatility across multiple settings.
Product After-Sales Service
Aston Cable offers comprehensive after-sales support for its factorys 2 core alarm cable. Customers can rely on technical assistance for installation and operational queries, ensuring optimal use of the product. Our dedicated service team is available to handle any issues or concerns, providing timely resolutions to maintain customer satisfaction. Warranty services cover manufacturing defects, and replacements are processed efficiently. We believe in fostering long-term relationships with our clients by delivering exceptional care and support throughout the product's lifecycle.
Product Transportation
Shipping the factorys 2 core alarm cable involves careful packaging to prevent damage during transit. Using sturdy materials and protective coverings, we ensure the product arrives in perfect condition. Our logistics partners are carefully selected for their reliability and efficiency, ensuring timely delivery to domestic and international destinations. Delivery options are flexible and can be tailored to meet specific client requirements.
Product Advantages
- High conductivity and flexibility due to copper conductors.
- Robust insulation and sheathing for enhanced protection.
- Compliance with international safety and performance standards.
- Versatile applications across various low-voltage systems.
- Backed by comprehensive after-sales support.
Product FAQ
- What is the primary use of Aston Cable's factorys 2 core alarm cable?
The primary use is for low-voltage security systems, including alarm and communication applications, where reliable signal transmission is essential.
- Can the cable be used outdoors?
Yes, provided the environmental conditions are considered. Additional protection may be required for harsh settings.
- What certifications does the cable have?
The cable is certified with SGS, CE, RoHS, and ISO9001, ensuring it meets high-quality standards.
- Is the cable available in different colors?
The standard color is red, commonly used for fire and security applications for easy identification.
- How can I place a bulk order for factorys 2 core alarm cables?
Bulk orders can be coordinated by contacting our sales team through our official communication channels.
- What is the expected delivery time?
Delivery times vary based on location and order size; typically, 2-4 weeks are required for international deliveries.
- Are OEM services available?
Yes, we offer OEM services for clients needing customized branding solutions.
- What is the temperature range the cable can operate within?
The cable operates efficiently between -5℃ to 75℃, suitable for most indoor and outdoor applications.
- How should the cable be stored before installation?
Store in a dry, cool environment, away from direct sunlight and moisture to maintain integrity.
- Does the cable come with a warranty?
Yes, a warranty is provided covering manufacturing defects. Contact support for detailed terms.
Product Hot Topics
- Why is factorys 2 core alarm cable preferred in security applications?
The factorys 2 core alarm cable from Aston Cable is highly preferred in security settings due to its robust construction and reliable performance. The use of high-quality copper ensures excellent conductivity, making it effective in transmitting signals over long distances without significant loss. Its durable insulation and outer sheath provide additional protection against environmental factors, ensuring longevity and consistent performance. Furthermore, compliance with international safety standards enhances its credibility, making it a top choice for professionals in security installations.
- How do the specifications of the factorys 2 core alarm cable impact its efficiency?
The specifications of the factorys 2 core alarm cable play a crucial role in its efficiency and reliability. Its solid bare copper conductor, known for superior electrical conductivity, ensures minimal signal loss. The low-smoke PVC jacket adds an extra layer of safety, essential in fire-prone environments, while the aluminum Mylar shield protects against electromagnetic interference. These features collectively contribute to the cable’s high performance in various low-voltage applications.
- What makes Aston Cable's factorys 2 core alarm cable stand out in the market?
Aston Cable’s factorys 2 core alarm cable stands out due to its exceptional quality and adherence to international standards. With over 20 years of experience, Aston Cable utilizes advanced manufacturing techniques and rigorous testing to deliver products that meet customer expectations. The cable’s versatility and adaptability across different systems, along with reliable after-sales service, enhance its reputation in the market, making it a favorite among distributors and installers alike.
- Can factorys 2 core alarm cable be used for other applications besides security?
Yes, while primarily designed for security systems, the versatility of factorys 2 core alarm cable allows it to be used in other low-voltage applications such as intercoms and automation systems. Its robust construction and efficiency in signal transmission make it suitable for a broad range of uses, ensuring seamless communication in various settings.
- What are the regulatory compliances of factorys 2 core alarm cable, and why are they important?
The factorys 2 core alarm cable complies with SGS, CE, RoHS, and ISO9001 standards, ensuring safety and quality. These certifications are vital as they guarantee that the product meets the necessary regulations for fire safety and environmental protection, essential for both residential and commercial installations.
- How does the factorys 2 core alarm cable enhance safety?
The factorys 2 core alarm cable enhances safety through its design and material selection. The use of low-smoke PVC and aluminum Mylar shielding minimizes fire hazards and electromagnetic interference, respectively. This design ensures the cable maintains operation during emergencies, critical for systems intended to protect life and property.
- What are the considerations for installing factorys 2 core alarm cable?
When installing factorys 2 core alarm cable, consider the installation environment and ensure compliance with regulations. The cable should be protected against physical damage and environmental factors. Adhering to manufacturer guidelines ensures optimal performance and safety.
- Is the factorys 2 core alarm cable cost-effective for large projects?
Yes, the factorys 2 core alarm cable is cost-effective, offering a balance of quality and price. Its durability reduces the need for frequent replacements, making it economical in long-term projects, especially where reliability is crucial.
- How does Aston Cable ensure the quality of its factorys 2 core alarm cable?
Aston Cable ensures quality through a strict production process that includes selecting high-grade materials, utilizing advanced machinery, and implementing thorough testing procedures. This commitment to quality results in a product that is both reliable and compliant with international standards.
- What feedback do customers give about the factorys 2 core alarm cable?
Customer feedback on factorys 2 core alarm cable is overwhelmingly positive, praising its reliability, ease of installation, and performance in various applications. Many customers highlight the excellent customer support and how Aston Cable meets their specific needs and expectations.
Image Description




Featured Products
-

Exceptional RG59 Wire - Aston Cable's Premium RG59 Coaxial Cable
-

Premium Quality RG59 Cable - Aston Cable's Superior Low-Loss RG11 Coaxial Cable
-

Aston Cable's Premium Network Cable CAT6: High-Performance Copper RG6 Coaxial
-

Aston Cable's Premium CCTV Cable RG59 with Power: A 305m Solution
-

China Cat5e Cable Double Jackets for Outdoor
-

Reliable Supplier of Cable RG59 CCTV for Security Systems