





| Parameter | Specification |
|---|---|
| Place of Origin | China |
| Brand Name | ASTON or OEM |
| Certification | SGS, CE, ROHS, ISO9001 |
| Daily Output | 200KM |
| Attribute | Value |
|---|---|
| Product Name | LAN CABLE CAT5E |
| Jackets | PVC, LSZH, PE |
| Color | Customized |
| Conductor | 24AWG |
| Material | Bare Copper/CCA |
| Logo | OEM |
| Industrial Use | Network data |
| Origin | Hangzhou, Zhejiang |
Product Manufacturing Process
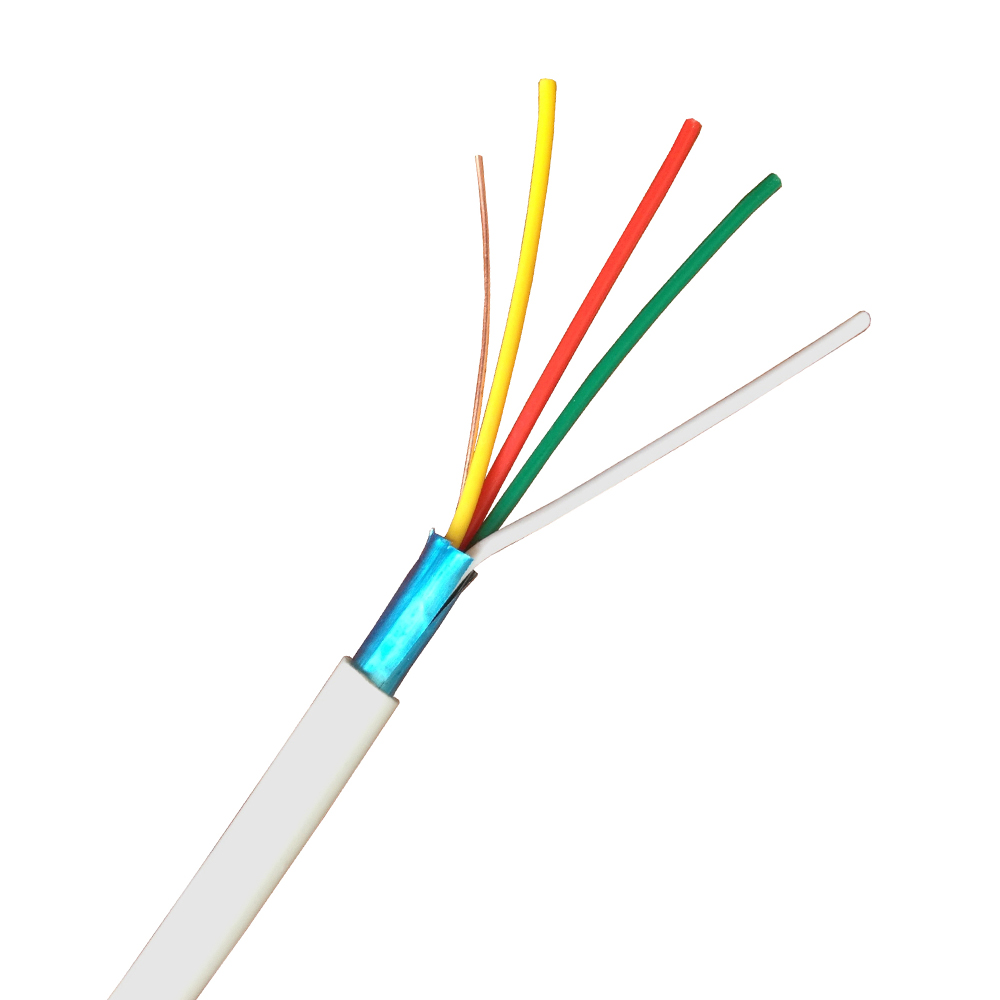
The manufacturing process of Cat5e shielded cables involves precise engineering to ensure high performance and reliability. The process starts with high-quality raw materials. Copper conductors are first drawn and annealed to achieve the desired electrical properties. The conductors are then twisted into pairs to minimize crosstalk and external interference. The pairs are tightly shielded using either foil or braided shielding to provide additional EMI/RFI protection. The shielded pairs are assembled together and covered with an inner PVC jacket for insulation. An outer PE jacket is applied to enhance UV resistance and mechanical strength. Quality control tests, including signal integrity and EMI/RFI resistance tests, are conducted at various stages to ensure adherence to industry standards.
Product Application Scenarios
Cat5e shielded cables, manufactured by experts, are suitable for various demanding environments. In industrial settings, these cables ensure stable and interference-free communication amidst heavy EMI. Medical facilities benefit from their superior EMI/RFI protection, ensuring that sensitive medical equipment operates without disruption. Broadcasting studios, which require high-quality signal transmission, rely on these cables to minimize interference from numerous electronic devices. Data centers, with their complex network systems, also utilize these cables for high performance and reliability. The combination of PVC and PE jackets makes these cables ideal for both indoor and outdoor use, providing durability and flexibility.
Product After-Sales Service
As a professional manufacturer, Aston Cable offers comprehensive after-sales services. Customers can rely on technical support for installation and troubleshooting. Replacement and repair services are available within the warranty period. For bulk orders, Aston Cable provides extended support contracts to ensure long-term performance and reliability.
Product Transportation
Product transportation is managed with care to ensure that cables are delivered without damage. Standard export packaging is used to protect the cables during transit. Aston Cable has established logistics partnerships to offer efficient and timely delivery to customers worldwide.
Product Advantages
- Enhanced EMI/RFI Protection
- High-Quality Data Transmission
- UV and Mechanical Resistance
- Customizable Options
- Reliability in Harsh Environments
Product FAQ
- What is the benefit of double jackets in Cat5e shielded cables?
The double jackets, PVC inside and PE outside, provide enhanced UV resistance and mechanical strength, making them ideal for outdoor use.
- Why choose shielded Cat5e cables?
Shielded Cat5e cables offer superior protection against external interference, ensuring stable and high-quality data transmission, especially in EMI/RFI-prone environments.
- What materials are used in the conductors?
The conductors are made from 24AWG Bare Copper or Copper-Clad Aluminum (CCA), providing excellent electrical properties and reliability.
- Can the cable jackets be customized?
Yes, the jackets can be customized in terms of color and material to meet specific requirements.
- What certifications do Aston Cable products have?
Aston Cable products are certified by SGS, CE, ROHS, and ISO9001, ensuring they meet international quality and safety standards.
- What is the minimum order quantity?
The minimum order quantity for Cat5e shielded cables is 50 km.
- What is the daily output capacity?
The factory has a daily output capacity of 200 km of coaxial cables.
- What packaging options are available?
Standard export packaging is used for safe transportation. Custom packaging options can also be discussed.
- How is the cable tested for quality?
Each batch of cables undergoes stringent quality control tests, including signal integrity tests and EMI/RFI resistance tests, to ensure top performance.
- What support is available after purchase?
Technical support, repair, and replacement services are available as part of the after-sales service. Extended support contracts can also be arranged.
Product Hot Topics
- Importance of Shielded Cables in Industrial Settings
Shielded cables are crucial in industrial settings to protect against EMI/RFI, ensuring that signals are transmitted without interference, thus maintaining the efficiency of communication networks. The use of double jackets (PVC PE) further enhances their durability and suitability for harsh environments.
- Choosing the Right Ethernet Cables for Medical Facilities
Medical facilities require cables that maintain signal integrity amidst sensitive electronic devices. Cat5e shielded cables from Aston Cable provide both EMI/RFI protection and physical durability critical for medical environments.
- Enhancing Data Center Performance with Shielded Cables
Data centers demand high-performance networking solutions. The use of Cat5e shielded cables helps maintain data integrity and reduces interference, ensuring smooth operation of data centers' complex network systems.
- Understanding the Benefits of Double Jacketed Cables
Double jacketed cables, with PVC and PE layers, offer superior protection for outdoor installations. They resist UV radiation and mechanical wear, making them ideal for long-term use in harsh conditions.
- Customizing Ethernet Cables for Specialized Applications
Customization options, including jacket color and material, allow Cat5e shielded cables to be tailored to specific industrial and environmental requirements, providing optimal performance and longevity.
- Comparing Shielded and Unshielded Cat5e Cables
Shielded Cat5e cables offer enhanced protection against EMI/RFI compared to unshielded cables. This makes them more suitable for environments with high electronic interference, ensuring more reliable data transmission.
- Installation Tips for Shielded Cat5e Cables
Proper grounding and installation techniques are crucial for maximizing the performance of shielded Cat5e cables. Avoiding ground loops and ensuring stable connections help in maintaining the integrity of the cable's shielding.
- Cat5e Shielded Cable Standards and Compliance
Understanding the standards and certifications, such as SGS, CE, ROHS, and ISO9001, helps in recognizing the quality and reliability of Cat5e shielded cables. Aston Cable meets these standards, ensuring high performance and safety.
- Impact of EMI/RFI on Network Performance
EMI/RFI can severely affect network performance, causing data loss and transmission errors. Shielded Cat5e cables mitigate these issues by providing enhanced protection, thus ensuring stable and efficient network communication.
- Future Trends in Ethernet Cabling
With increasing demands for higher data rates and more reliable networks, the future of Ethernet cabling lies in enhanced shielding and advanced materials. Cat5e shielded cables represent a step towards these evolving requirements, offering high performance in current applications.
Image Description


Featured Products
-

Aston Cable's Premium-grade Cat6a Unshielded Cable: Elevating RG59 Coaxial cables
-

High-Quality SSTP CAT7 Enhanced Low Loss RG11 Coaxial Cable by Aston Cable
-

Unbeatable RG59 3 1 Cable Price for Premium Copper RG6 Coaxial Cable
-
Premium Smoke Alarm Cable - 4 6 8 10 12 Core Shielded for Safety
-
Enhanced Performance Cat6a 23awg Aston Cable - High-Quality RG11 Coaxial Cable.
-
Aston Cable's Premium RG6 Connector-integrated Low-Loss RG11 Coaxial Cable