





| Product Name | LAN CABLE CAT5E |
|---|---|
| Jackets | PVC, LSZH, PE |
| Color | Customized |
| Conductor | 24AWG CCA |
| Logo | OEM |
| Industrial Use | Network data |
| Origin | Hangzhou, Zhejiang |
Common Product Specifications
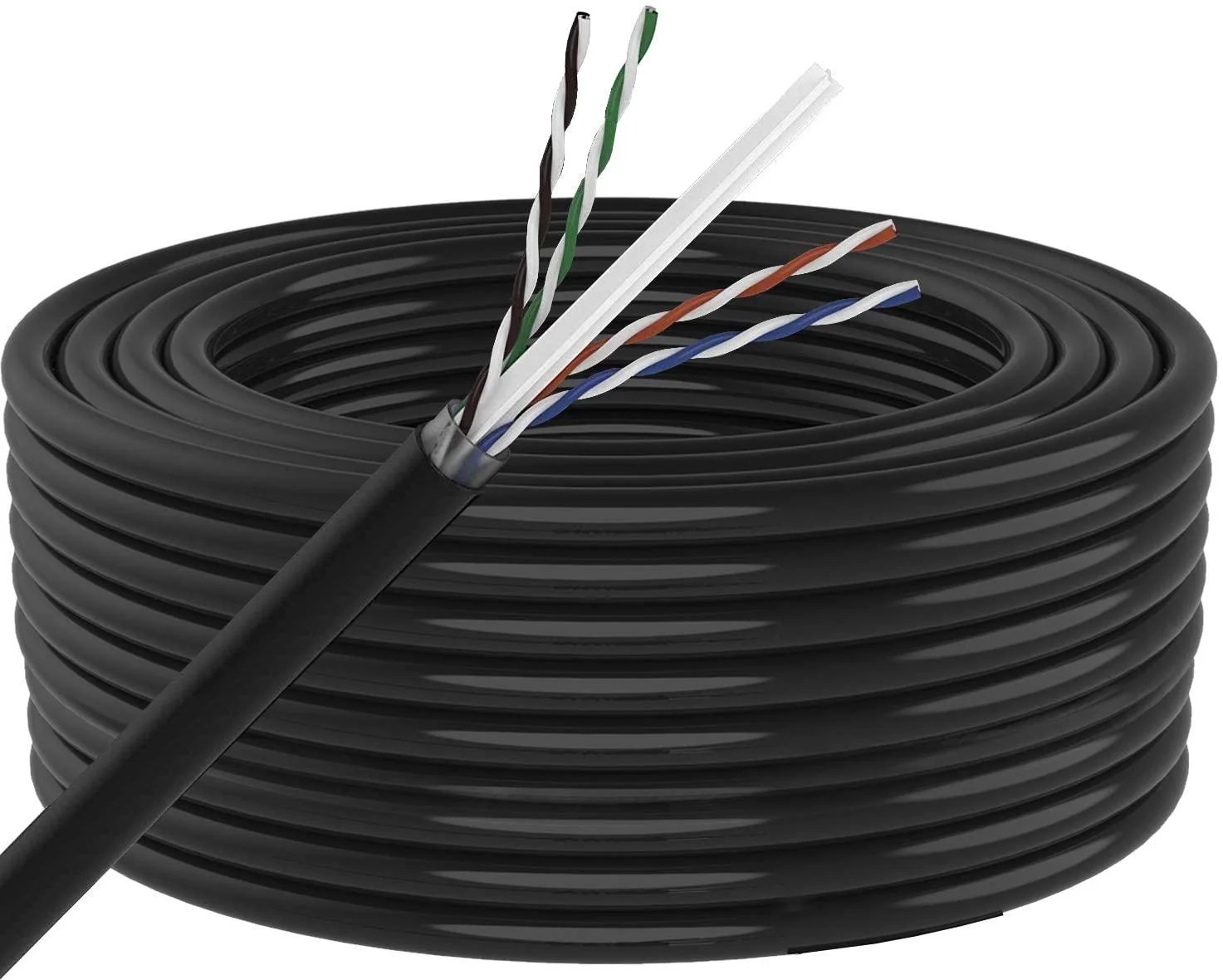
| Conductor | 24AWG CCA |
|---|---|
| Core | 4Pair stranded conductor |
| Insulation | HDPE Retardant |
| Outer Jacket | PVC, PE Flame Retardant |
| Shielding | None |
Product Manufacturing Process
Cat5e gel-filled cables are manufactured through a meticulous process that combines both precision engineering and rigorous quality control measures. The primary steps involve:
- Conductor Preparation: The 24AWG CCA conductors are drawn and annealed to ensure uniformity and conductivity.
- Insulation: Each conductor is individually insulated with high-density polyethylene (HDPE) to minimize signal loss and interference.
- Twisting: The insulated conductors are twisted into pairs to reduce crosstalk.
- Gel Filling: The twisted pairs are then embedded in a gel-filled core, which acts as a water-blocking agent.
- Jacket Extrusion: A durable outer jacket made from PVC or PE is extruded over the gel-filled core, providing additional protection against environmental factors.
- Quality Testing: The final product undergoes stringent testing for continuity, signal loss, and other electrical properties to ensure compliance with industry standards.
Product Application Scenarios
Cat5e gel-filled cables are specifically designed for challenging environments where standard cables would fail. Key application scenarios include:
- Outdoor Networking: Ideal for connecting buildings in a campus setting, outdoor security systems, and extending networks to remote locations.
- Underground Installations: Perfect for laying in conduits or direct burial, offering protection against soil moisture and physical pressure.
- Industrial Settings: Suitable for environments exposed to harsh chemicals, temperature fluctuations, and physical wear and tear, ensuring resilience and longevity.
Product After-Sales Service
We provide comprehensive after-sales support including installation assistance, performance testing, and maintenance guidance to ensure optimal functionality.
Product Transportation
Our products are securely packaged using normal export packaging to prevent damage during transit. We ensure timely delivery through our trusted logistics partners, with the primary delivery port being Ningbo.
Product Advantages
Our Cat5e gel-filled cables offer the following advantages:
- Enhanced protection against moisture and environmental factors.
- Cost-efficient due to the use of CCA conductors.
- High durability suitable for outdoor and industrial applications.
Product FAQ
- What is a Cat5e gel-filled cable?
It's a specialized type of Ethernet cable designed for challenging outdoor and industrial environments, featuring a gel-filled core for moisture protection. - Who is the primary supplier of Cat5e gel-filled cable?
Aston Cable is a leading supplier known for its high-quality products and reliable customer service. - What are the main applications of this cable?
It is primarily used for outdoor networking, underground installations, and industrial settings. - What materials are used in the cable?
The cable features a 24AWG CCA conductor, HDPE insulation, and a durable outer jacket made of PVC or PE. - How does the gel-filled core benefit the cable?
The gel-filled core acts as a water-blocking agent, providing superior protection against moisture. - Is the cable suitable for underground installations?
Yes, the gel-filled core and durable jacket make it ideal for underground use. - How is the cable packaged for shipping?
The cable is securely packaged using normal export packaging to prevent damage during transit. - What certifications does the product have?
The product complies with SGS, CE, ROHS, and ISO9001 standards. - Can the cable be customized?
Yes, we offer customization of color and branding (OEM) to meet specific customer requirements. - What is the minimum order quantity?
The minimum order quantity is 50km.
Product Hot Topics
- Durability of Cat5e Gel-Filled Cables
The durability of Cat5e gel-filled cables makes them an ideal choice for outdoor and industrial environments. The gel-filled core provides superior moisture protection, ensuring that the cables perform reliably even in challenging conditions. As a leading supplier of these cables, Aston Cable ensures that each product undergoes stringent testing to meet industry standards, offering customers a dependable solution for their networking needs. - Cost Efficiency of Using CCA Conductors
One of the key advantages of using Cat5e gel-filled cables with CCA conductors is cost efficiency. Copper-clad aluminum (CCA) offers a cheaper alternative to pure copper, making it an economical choice without compromising on basic performance. As a trusted supplier, Aston Cable ensures that even these cost-effective options meet necessary performance metrics, balancing affordability and quality for our customers. - Applications in Outdoor Networking
Cat5e gel-filled cables are particularly well-suited for outdoor networking applications such as connecting buildings within a campus, deploying outdoor security camera systems, and extending networks to remote areas. The rugged design, featuring a waterproof gel core and durable jacket, ensures that the cables can withstand harsh environmental conditions, making them a reliable choice for these scenarios. As a leading supplier, Aston Cable offers a range of options tailored to meet outdoor networking needs. - Importance of Quality Insulation
The high-quality insulation used in Cat5e gel-filled cables plays a crucial role in maintaining signal integrity over long distances. Each conductor is individually insulated with HDPE, minimizing signal loss and interference. This makes the cables ideal for applications requiring long runs and stable performance. Aston Cable, a renowned supplier, ensures that all cables are manufactured with superior insulation to meet the highest standards of performance. - Benefits of Gel-Filled Cores in Moist Environments
The gel-filled core in Cat5e cables provides an excellent barrier against moisture, making these cables particularly useful for installations in wet or humid environments. Whether it’s for underground installations or areas prone to flooding, the gel-filled core ensures long-lasting performance. As a leading supplier, Aston Cable offers high-quality gel-filled cables designed to withstand these challenging conditions. - Customizable Options for Specific Needs
At Aston Cable, we understand that different projects have unique requirements, which is why we offer customizable options for our Cat5e gel-filled cables. Whether it’s specific color coding, branding, or additional shielding, we can tailor our products to meet your specific needs. As a trusted supplier, we aim to provide solutions that fit your exact specifications, ensuring optimal performance and satisfaction. - Stringent Testing for Reliable Performance
To ensure the reliability and performance of our Cat5e gel-filled cables, Aston Cable conducts rigorous testing on each batch. We test for continuity, signal loss, and other electrical properties to confirm that our cables meet industry standards. This commitment to quality makes us a trusted supplier for customers seeking dependable networking solutions in challenging environments. - Environmental Resistance of Cat5e Gel-Filled Cables
The environmental resistance of Cat5e gel-filled cables, featuring durable outer jackets made of PVC or PE, ensures that these cables can withstand UV radiation, abrasion, and other external factors. This makes them ideal for harsh outdoor conditions. As a leading supplier, Aston Cable designs these cables to provide long-lasting performance, even in the most challenging environments. - Installation Considerations for Gel-Filled Cables
When installing Cat5e gel-filled cables, it’s important to handle the gel carefully to avoid mess and ensure clean connectors. Using conduits or protective tubing can further safeguard the cables against physical damage and make future maintenance easier. As a reliable supplier, Aston Cable provides guidance and support to ensure proper installation for optimal performance. - Meeting Industry Standards
At Aston Cable, we ensure that all our Cat5e gel-filled cables meet stringent industry standards, including SGS, CE, ROHS, and ISO9001 certifications. This commitment to quality and compliance makes us a trusted supplier for customers seeking reliable and certified networking solutions that meet global standards.
Image Description


Write your message here and send it to us
Featured Products
-

"Secure and Reliable RG11 Coaxial Cable for Sale at Aston Cable"
-
Aston Cable's Superior CAT 6A U UTP Enhanced RG59 Coaxial Cable
-

Aston Cable's CAT 6A Unshielded High-Performance Copper RG6 Coaxial Cable
-
Factory Direct High-Performance RG6 Coaxial Cable 100m
-
Wholesale RG59 Coaxial Cable with Power 75Ω 305M Wooden Drum
-
Factory Direct Outdoor CAT6 Cable Price with Waterproof PE Jacket