





Product Details
| Place of Origin | China |
| Brand Name | ASTON or OEM |
| Certification | SGS CE ROHS ISO9001 |
| Daily Output | 200KM |
| Minimum Order Quantity | 50km |
| Price (USD) | Negotiate |
| Packaging Details | Normal export packaging |
| Supply Ability | 25000KM/Per year |
| Delivery Port | Ningbo |
Common Product Specifications
| Product Name | LAN CABLE CAT5E |
| Jackets | PVC, LSZH, PE |
| Color | customized |
| Conductor | 24AWG |
| Material | Bare Copper/CCA |
| Logo | OEM |
| Core | 4Pair stranded conductor |
| Insulation | HDPE |
| Outer Jacket | PVC&PE or PVC&PVC |
| Shielding | None |
Product Manufacturing Process
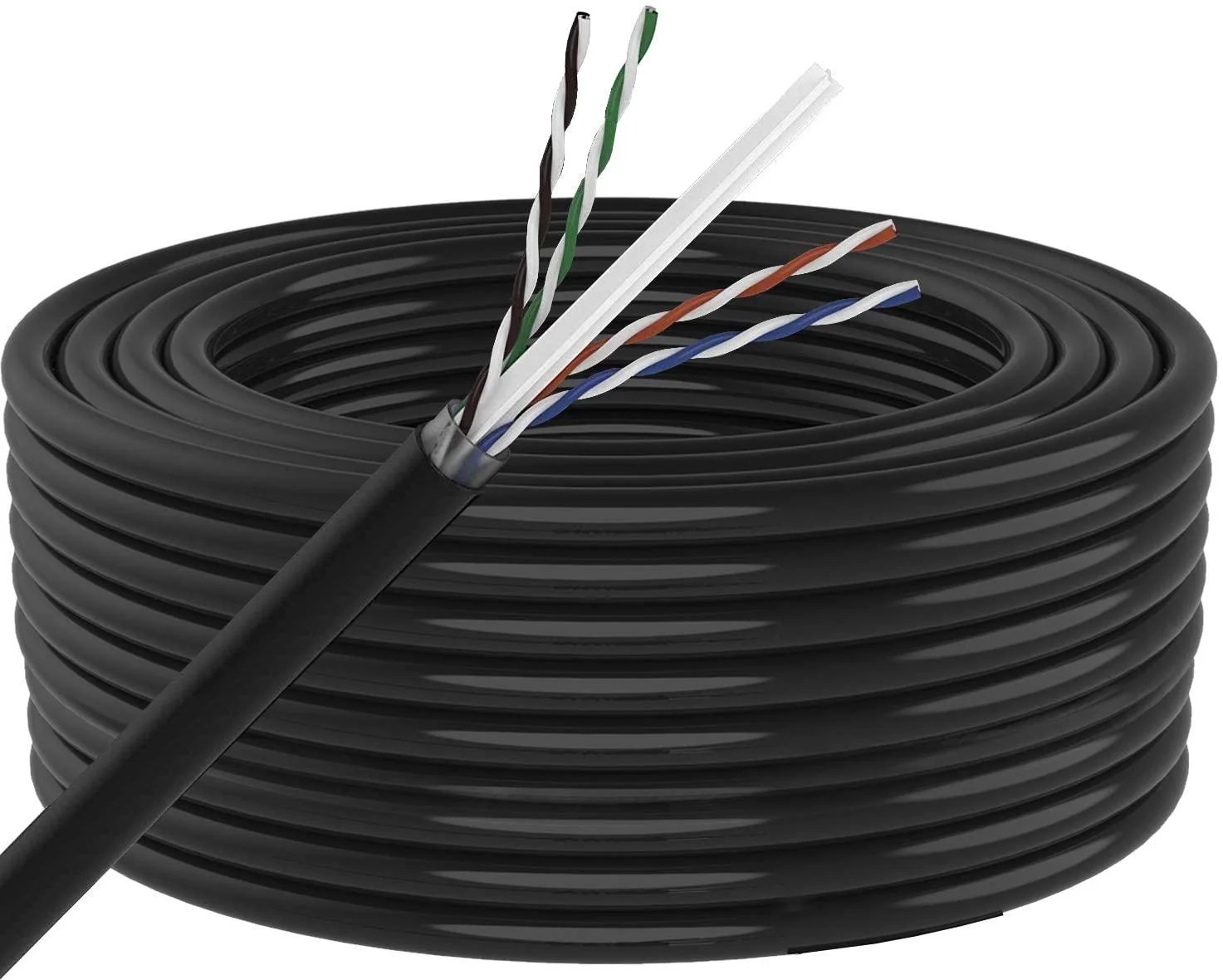
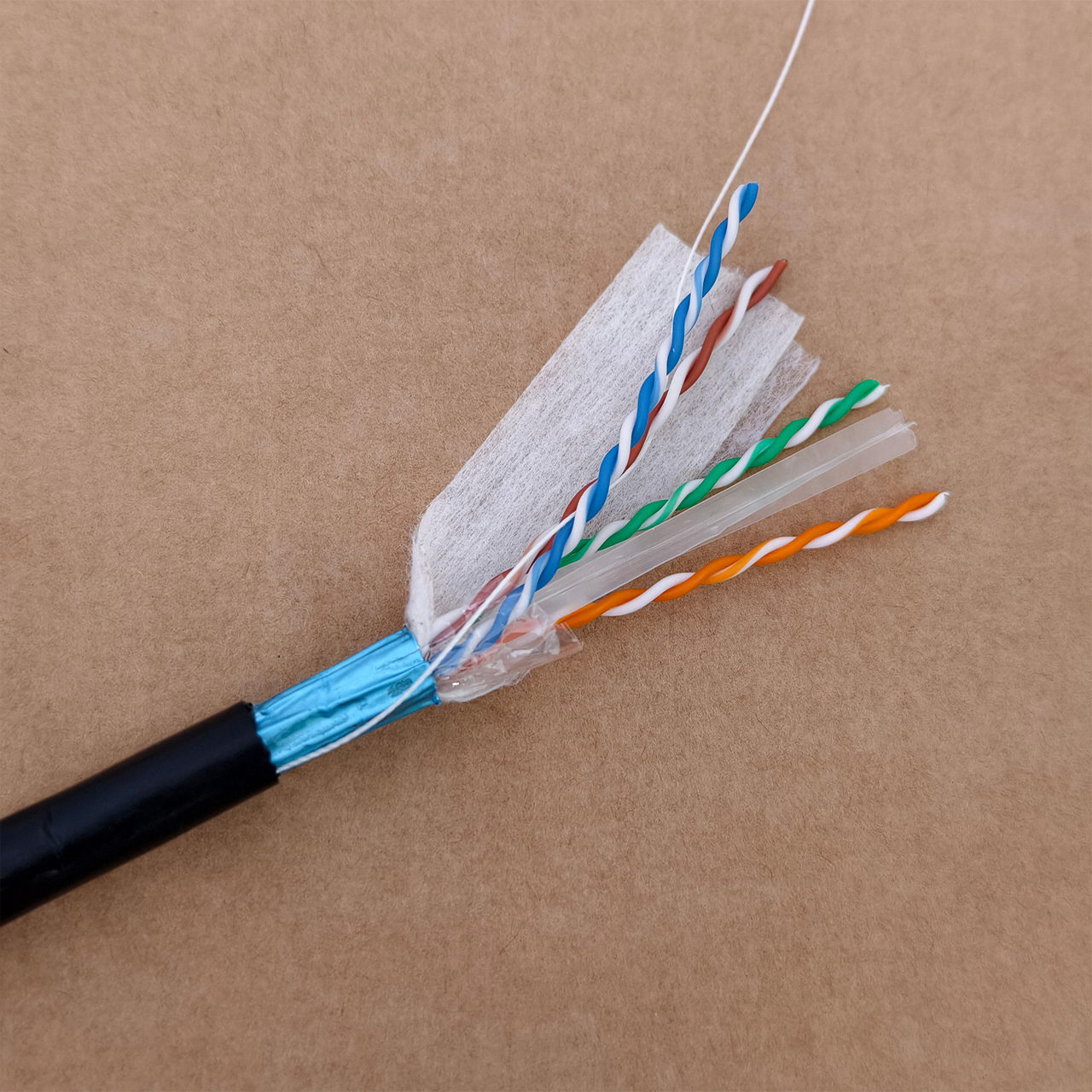
Stranded Cat5e cables undergo a meticulous manufacturing process to ensure quality and performance. The process begins with the selection of high-purity copper or copper-clad aluminum conductors, which are essential for optimal electrical conductivity. These conductors are then twisted into pairs using precise machinery to minimize electromagnetic interference, a crucial factor highlighted in authoritative studies such as the IEEE Standard for Ethernet. The twisted pairs are insulated with high-density polyethylene (HDPE), known for its superior dielectric properties. The dual-layer jacket, comprising inner PVC and outer PE, is extruded onto the cable to provide flexibility and UV resistance, adhering to international standards like ISO9001. Finally, the cables are subjected to rigorous testing for attenuation, crosstalk, and flexibility, ensuring they meet the high standards required for wholesale distribution. The process is continuously improved through advancements in cable design and materials, ensuring Aston Cable's stranded Cat5e cables remain a reliable choice for dynamic networking environments.
Product Application Scenarios
According to studies in the Journal of Network and Computer Applications, stranded Cat5e cables are indispensable in environments demanding flexibility and resilience. Their application extends to offices where devices like computers and printers are frequently relocated. The double-jacketed design, with PVC for indoor pliability and PE for outdoor durability, makes them ideal for temporary event setups, echoing findings from networking symposiums that emphasize flexibility. Additionally, their use in patch cables facilitates easy connection between devices and network switches or wall outlets, aligning with industry best practices for dynamic office environments. Given the enhanced durability against physical stress, these cables are suitable for testing laboratories where setups undergo continuous change. Their adaptability to frequent movement, coupled with UV resistance for outdoor usage, ensures they meet diverse networking needs, making them a preferred choice for wholesale stranded Cat5e cable solutions.
Product After-Sales Service
Aston Cable is committed to providing comprehensive after-sales service for its wholesale stranded Cat5e cables. Our support team offers technical assistance and troubleshooting guidance to ensure optimal cable performance. We guarantee product quality with a comprehensive warranty and readily accommodate queries regarding installation and application scenarios.
Product Transportation
Efficient transportation of wholesale stranded Cat5e cables is achieved through strategic partnerships with logistics providers. Packaging adheres to international safety standards, ensuring product integrity during transit. With an annual supply capacity of 25,000KM, Aston Cable guarantees timely delivery, supported by transparent tracking systems and reliable shipping options from Ningbo port.
Product Advantages
- Flexibility: Ideal for dynamic environments due to its multi-stranded design.
- Durability: Resilient to physical movement, making it suitable for temporary setups.
- UV Resistance: Double jackets ensure performance in outdoor conditions.
- Versatile Applications: Suitable for office, testing, and event scenarios.
- Quality Assurance: ISO9001 certified, ensuring high production standards.
Product FAQ
- What is the MOQ for wholesale stranded Cat5e cable?
The minimum order quantity is 50km, allowing for cost-effective bulk purchasing.
- Can I customize the cable color?
Yes, cable color customization is available to meet specific branding or installation needs.
- What certifications do the cables have?
Our cables are certified by CE, ROHS, and ISO9001, ensuring adherence to international standards.
- How do I know if stranded Cat5e cable is right for my application?
Stranded Cat5e is ideal for environments requiring flexibility and short runs where cables are frequently moved.
- What are the payment terms for wholesale orders?
The payment terms are negotiable, facilitating ease for our wholesale clients.
- Are the cables UV resistant?
Yes, the PE outer jacket provides excellent UV resistance, making it suitable for outdoor use.
- Is technical support available for installation?
Absolutely, our technical team offers guidance and support to ensure smooth installation and operation.
- What is the lead time for an order?
The lead time varies based on order quantity, but we strive to ensure timely delivery for all orders.
- Can the cables be used for both indoor and outdoor applications?
Yes, the dual jacket design allows for versatile use in both indoor and outdoor settings.
- How durable are these cables in adverse weather?
The combination of PVC and PE jackets ensures high durability even in challenging weather conditions.
Product Hot Topics
- Benefits of Double Jacketed Cables in Networking
The double jacketed design of stranded Cat5e cables plays a crucial role in enhancing their durability and flexibility, making them a preferred choice for networking applications that demand both indoor and outdoor installations. The inner PVC layer provides the cable with the flexibility required for routing in tight spaces, common in office environments. Meanwhile, the outer PE jacket offers superior UV resistance and mechanical strength, ensuring the cable's longevity when exposed to outdoor elements. This construction is vital in regions with varying weather conditions, as the outer sheath prevents moisture ingress and mechanical damage, thereby maintaining consistent network performance.
- Comparing Stranded and Solid Cat5e Cable
Understanding the differences between stranded and solid Cat5e cables is crucial for optimal network setup. Stranded Cat5e, with its flexible nature, is ideal for environments with frequent device relocation or temporary setups. The flexibility reduces the risk of breakage during physical manipulations. In contrast, solid Cat5e cables are preferred for permanent installations due to their lower attenuation over long distances. Both have unique advantages, but stranded Cat5e offers the versatility required for wholesale distributors catering to diverse customer needs, particularly those needing cables that can adapt to dynamic environments.
Image Description


Featured Products
-

Superior Quality RG11 TV Coaxial Cable – Your Ultimate Connection Solution
-

Aston Cable's Premium Quality Cable Coaxial RG6: Best Solution for RF Connections
-
Premium Quality 1.5mm Fire Alarm Cable - Aston Cable's RG11 Coaxial Cable
-
Top Supplier of Outdoor CAT6 Network Cable - Waterproof PE Jacket
-
Wholesale FTP Cat6 Cable with Gel Type/Water Blocking Type
-

Reliable Supplier of UTP Cat5e Cable 0.51mm CCA 24AWG 305M